I'll put it together in the relevant thread when the time comes...
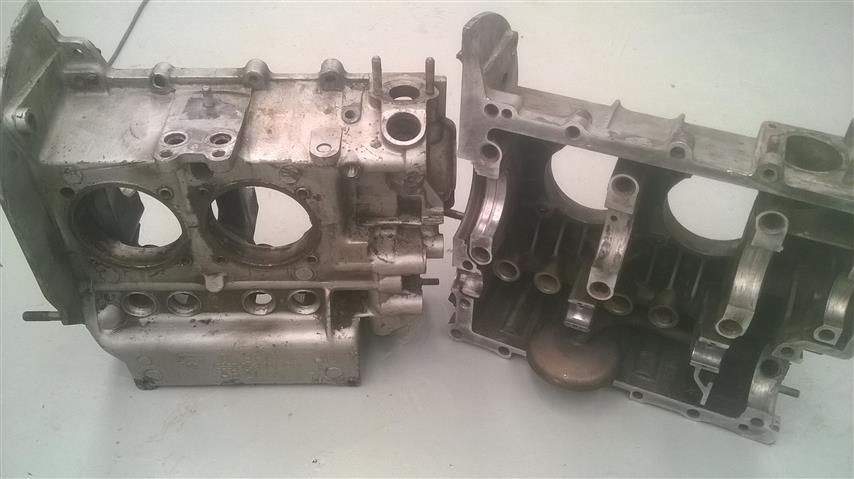
Take case and give it a preliminary wash
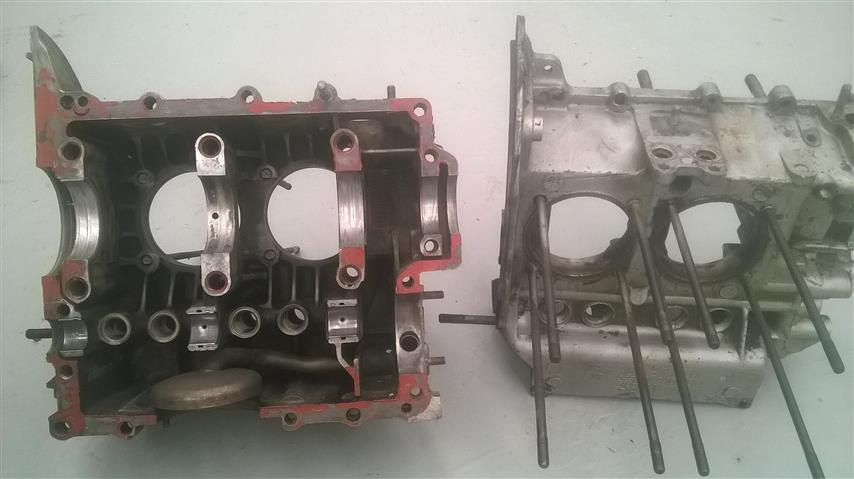
strip case so it fits on the mill
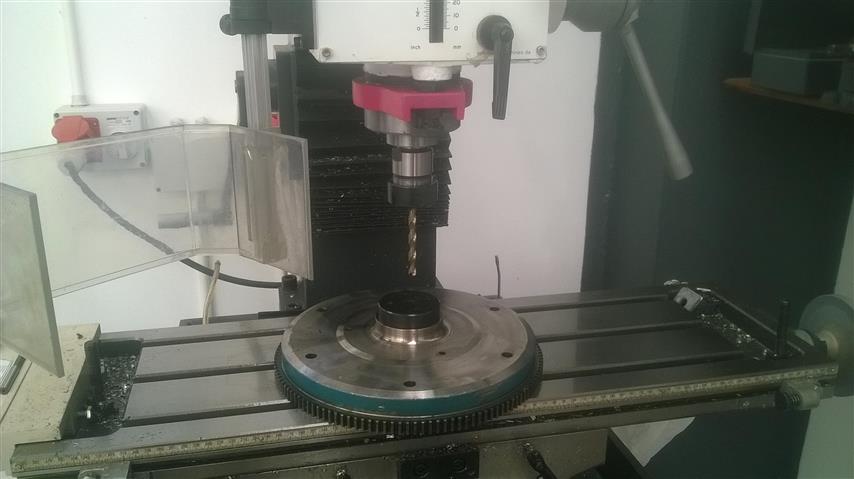
put case on mill

clock up and cut case

put heads on mill and clock up
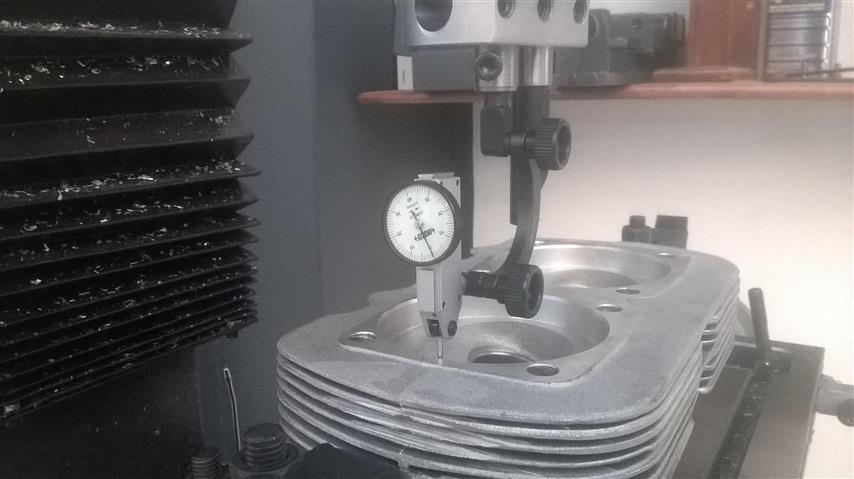
cut heads for 90.5mm cylinders




vader wrote: The Force is strong with you young Sith Lord Z!

vader wrote: The Force is strong with you young Sith Lord Z!


vader wrote: The Force is strong with you young Sith Lord Z!


vader wrote: The Force is strong with you young Sith Lord Z!








vader wrote: The Force is strong with you young Sith Lord Z!
vader wrote: The Force is strong with you young Sith Lord Z!



vader wrote: The Force is strong with you young Sith Lord Z!
vader wrote: The Force is strong with you young Sith Lord Z!
